|

Pictures provided are courtesy of Gaiser Tool Company
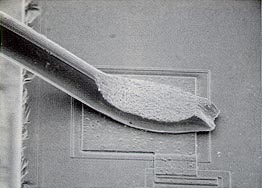
The following pictures detail wedge bonds and the possible problems encountered when trying to create a successful wire bond.
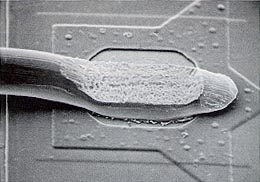
Both bonds pictured are well made and nicely deformed. The slight differences between the bonds are due to the use of different tools. Contact your local tool manufactures for details on different bonding tools and their applications.
Both of the above-pictured bonds are good examples of heel cracking. This problem is often caused by brittle wire, or by excessive backbend motion. The back radius of the tool can also play an important role in preventing the heel from cracking.
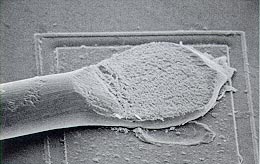
A over deformed (smashed) bond is shown. This is a result of too much bond force, too much heat (tool and/or workstation), or not enough tail length.
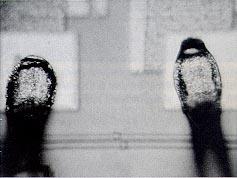
The burnt looking bonds above are a direct result of too much ultrasonic time. This crystallizes the wire decreasing bond strength and tool life.
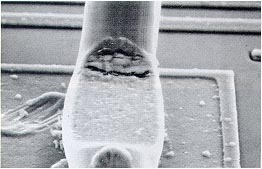
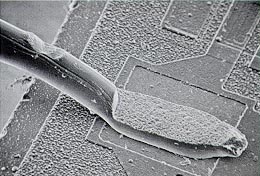
The bond shown above is nicely made, however the nick in the wire above the bond is less than appealing. This type of nick is caused by improper tool selection, too much ultrasonic power during feed, misaligned clamps, or improper operator motion. This can also be a direct result of using the table tear method.
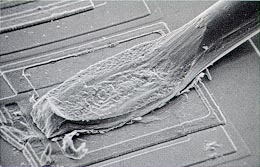
Notice the surface of the bond above. This is most likely due to a worn or dirty tool. Either clean your tool according to the manufacture’s suggestion, or replace it with a new one.

1551 S. Harris Court, Anaheim, CA 92806 Anaheim, CA 92806
Phone: 714.978.1551 Fax: 714.978.0431
Products | News | Events
| Support | Corporate | Contact Us | Universities | Home
Manual Die Bonders | Manual Wire Bonders | Semi-Automatic Wire Bonders | Automatic Wire Bonders | Pull Test Machines
|